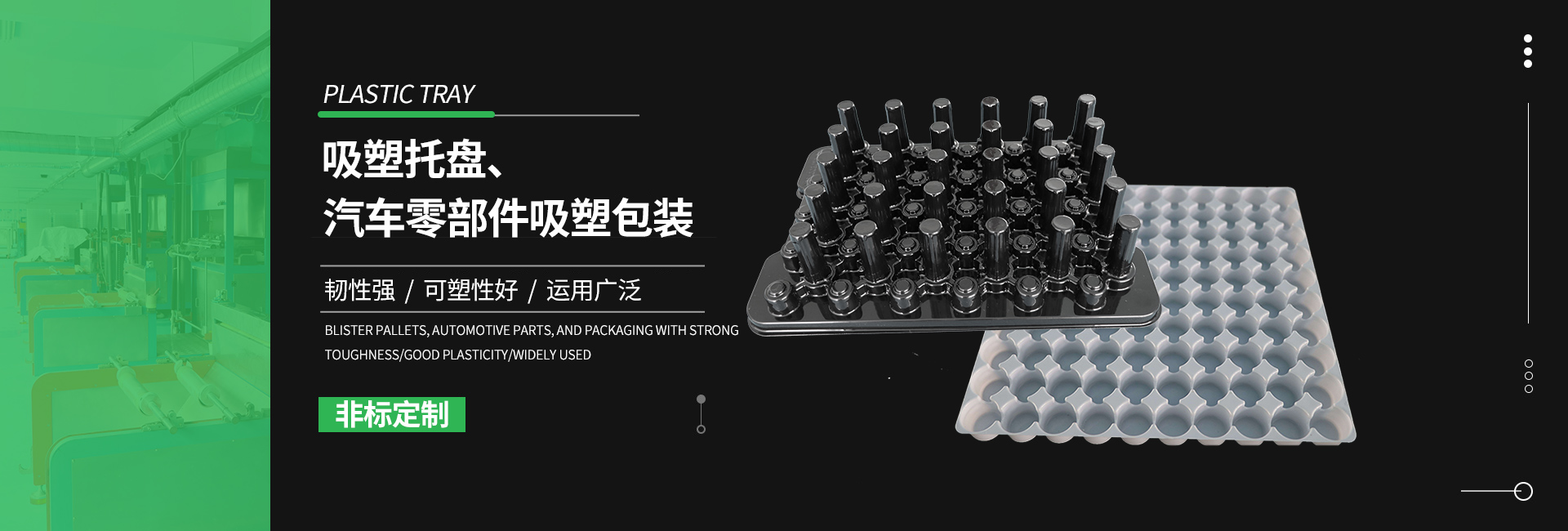





吸塑包装制品是将片材加热后利用真空吸附在吸塑成型模具上,经过冷却后达到成型的目的;
吹塑和注塑一般是放入粒料经高温加热使材料熔化后吹出或挤出进入模具型腔之后冷却达到成型的目的。
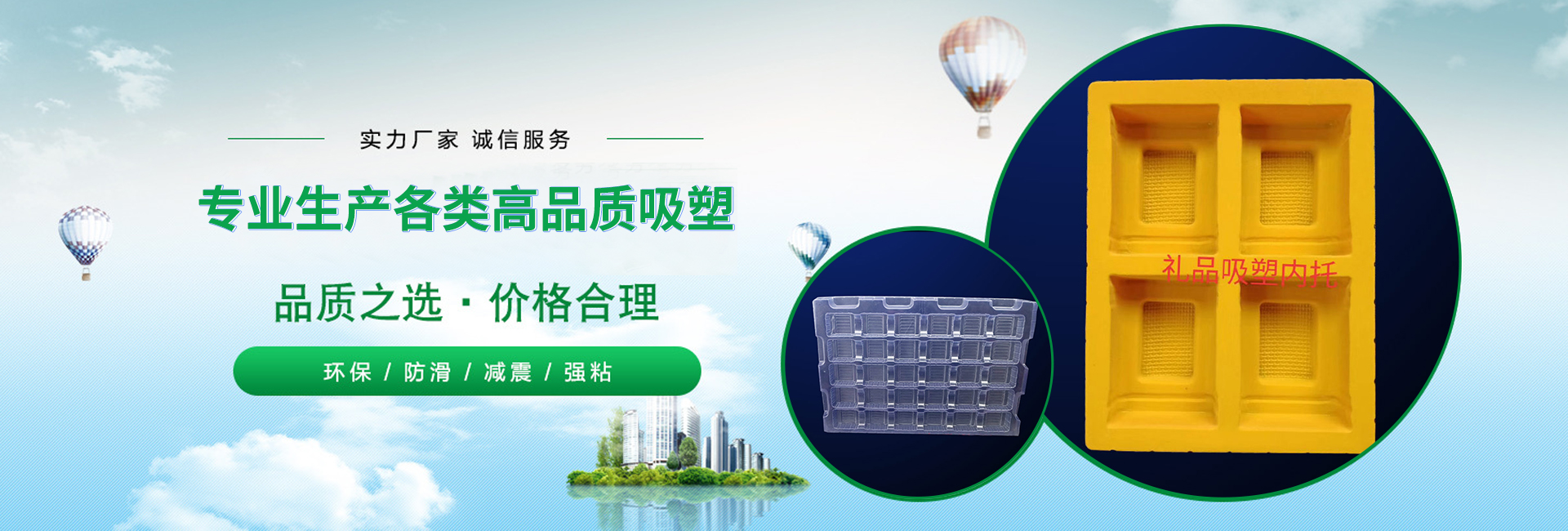
区别还是比较大的,吸塑一般适合包装、托盘、装饰等使用。
注塑:将熔融料由注塑机射到模具中的成型制品的方法。
吹塑:将熔融料经口模吹成管状,然后再拉伸成膜或挤到两半模中成型出制品。
吸塑:属二次加工,将片材加热至高弹态,覆盖到真空成型模具上,抽真空后,得制品,再裁边。








五金制品吸塑包装要注意哪些特点
五金吸塑包装盒料筒的温度,每一种塑料都是有其不同的活动温度。同一种塑料,由于阅历或者是商标的不同,所以充动温度以及分化的温度都是不同的,主要缘由是均匀分子里与分子里的分布不同招致的料在不同品种的注塑机中的注塑过程是不同的,因而料筒的温度不同,料筒的温度能够操控不同的塑料,因而料筒的温度也会影响到塑料的塑化质里。肯定了料筒的温度后,首先需求做的就是确保塑料的塑化良好,能够顺畅的主射并又不影响塑料的局部,因而料筒的末端高温度应该是高于T或者Tm,但是也需求低于塑料袋得分化温度rd。
关于TT间的温度范围较窄的热敏性的塑料,分子里的较低或者是分子里分布范围较宽的塑料。料筒的温度应该是选择比拟低。因而消费中除严厉的操控料筒的高温度之外,也应该控制塑料在料筒中的停留时间。成型的制品,塑化的活动阻力比拟大,且极度容易冷却而失去活动才干,所以应该选择较高的料筒温度。


吸塑包装表面麻点如何处理?
1、胶水的粒径大,运用薄的PVC,易产生麻点,此类麻点的特性是平均分散;2、配固化剂运用时,固化剂没有完整分散;3、板材外表没有处置洁净,或者喷胶后,车间灰尘大,粘上去的,这种麻点分散很不平均,而且大小不一;4、胶水的粘渡过大,分散不均;5、胶水的粘渡过小或者固含量低,形成板材起毛,此类麻点普通呈现在凹槽边角部位,成块呈现;6、喷空气压力不够,雾化不好;7.胶水没有过滤。那么吸塑包装厂有什么样的处理办法呢?普通的处理计划:1、选择粒径小的胶水;2、配固化剂时,延长搅拌时间,使固化剂可以完整分散;3、喷胶前把板材外表处置洁净、喷胶车间要单独分开;4、选择粘度适宜的胶水或者高固含量的胶;5、胶水枯燥后,可用细砂纸打磨;6、增加真空度,调理雾化效果;7、运用时,用滤网过滤。


您好,欢迎莅临j9九游会包装,欢迎咨询...





